Factory Introduction
- The factory covers an area of 3,300 square meters, and the total floor area of the three-story building is about 6,000 square meters. It opened in October 2018.
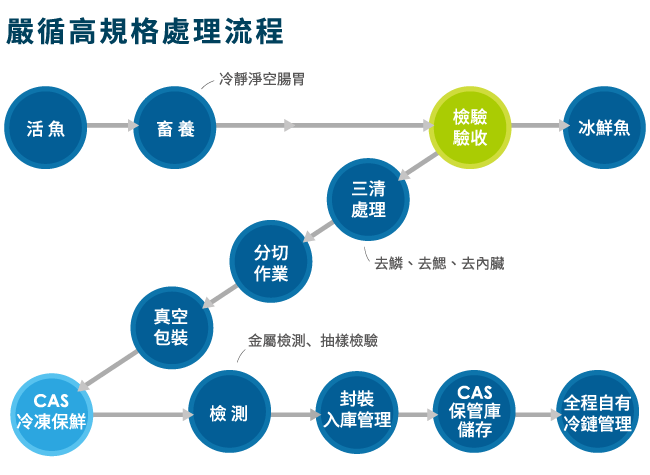
- The seafood processing production line is set up to semiconductor standards, and the production area adopts a cleanroom design. Fully automated and semi-automated production equipment is introduced to reduce customer manufacturing costs and ensure product safety and quality assurance.
- We exclusively introduced the Japanese Cells Alive System cell preservation technology, which uses a new freezing technology that does not destroy the cell structure to maintain the original freshness and taste of seafood products.
- In 2021, a new cooking line and fish essence line were established, using fresh local fish materials in Taiwan and adhering to the concept of no additives to develop cooking packages that lock in fresh and delicious flavors. The fish essence line implements the concept of using the whole fish, extracting essences from fish meat, scales, and bones in a golden ratio formula, and developing them into functional foods.